

- Introduction
- Key Takeaways
- 1. Design Files Preparation
- 2. Part Design Considerations
- 3. Material Selection
- 4. Understanding Tolerances
- 5. Cost Considerations
- Conclusion
Introduction
Laser cutting is an engineering achievement in modern manufacturing, blending precision, speed, and versatility. A precise concentrated beam of light slices through steel, wood, or acrylic – there is no physical contamination, there is minimal deburring or post cut finishing required, and it is completely CNC controlled, for precision and reproducibility.
The part produced by laser cutting, however, is only as good as the part design. A poorly crafted part design can result in wasted material, excessive post-processing, or excessive deformation. Thoughtful design ensures straightforward production, cost efficiency and consistent results.
This article will guide you through the basics of laser-cut part design. With practical insights and expert tips, it bridges the gap between design and execution, helping you create functional, efficient, and economical parts.
Key Takeaways
- The most crucial aspects are to understand the basic tolerance and process limitations of laser cutting.
- Prepare 2Ds and 3D drawings of your parts with common format types and the right modules / information to minimize friction when quoting / producing
- Design parts considering how to simplify geometry, minimize threads and holes, and reducing complexity to reduce cost and reduce material waste.
- Select the right materials based on their properties, costs, and thickness options to match your design’s requirements.
- Be mindful of tolerances to ensure a perfect fit, particularly when it comes to overall dimensional, thickness, and flatness considerations.
1. Design Files Preparation
The preparation of design files is the foundation for achieving precise and efficient results. Properly prepared files ensure seamless machine operation and minimize errors, saving time and resources. Learn the essentials of preparing design files, focusing on the role of vector files, recommended software, and file types critical for success.
Design Software
The choice of software plays a significant role in the design process. While many programs can generate vector files, some stand out for their precision, user-friendly interfaces, and compatibility with laser cutters:
- AutoCAD: Renowned for its accuracy and industry-standard reliability, AutoCAD is a go-to tool for engineers and architects.
- Adobe Illustrator: Popular among graphic designers, Illustrator offers robust vector drawing capabilities and seamless file export options.
- SolidWorks: Ideal for complex 3D models and mechanical designs, SolidWorks supports high-precision output suitable for advanced manufacturing needs.
 Fig. 1: 3D View of a Laser Cut Part
Fig. 1: 3D View of a Laser Cut Part
File Format
- DXF (Drawing Exchange Format) files are a 2D vector file format widely used for laser cutting due to their compatibility with CAD software and their ability to handle detailed designs.
- STP (STEP) files, on the other hand, are often employed for 3D models and parts requiring advanced dimensional accuracy and nesting for reducing material waste.
Preparing Drawings
When exporting files, consider these tips to avoid common errors:
- Confirm that your design is at the correct scale to prevent mismatched dimensions.
- Use standard settings for line thickness and colors to differentiate cutting, engraving, and scoring paths.
- Eliminate redundant or overlapping lines to reduce machine errors and material wastage.
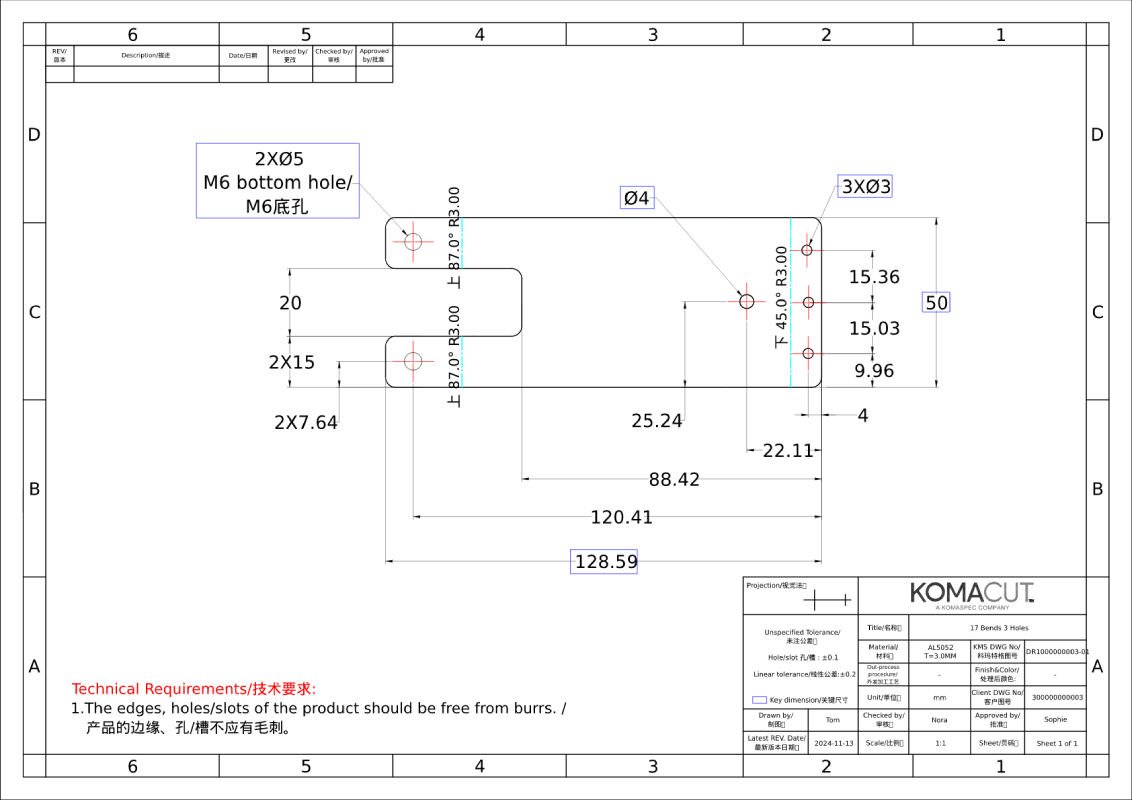
Fig. 2: Sheet Metal Part Drawing 2D
2. Part Design Considerations
Effective laser-cut part design balances creativity with practicality, ensuring the finished product meets both aesthetic and functional requirements.
- Explore essential considerations for designing parts
- Focus on general design guidelines and specific recommendations for part geometry, radii, threads and holes.
Attention to these details is crucial for optimizing material usage, ensuring structural integrity, and minimizing production time and costs.
General Design Guidelines
The foundation of good laser-cut design is simplicity coupled with precision. While laser cutting offers incredible detail and accuracy, overly intricate designs can lead to extended cutting times, increased costs, and potential issues such as material deformation or burn marks.
To maintain efficiency and achieve clean results:
- Ensure that all shapes are closed loops. Closed shapes provide clean, continuous cuts, reducing the likelihood of jagged edges or unfinished sections. Open paths or gaps in the design can confuse the laser cutter, resulting in incomplete cuts and wasted materials.
- Avoid overly intricate designs with numerous tight corners or intricate details unless absolutely necessary. This not only reduces cutting time but also minimizes the risk of heat buildup that could damage the material.
- Avoid very fine features or small protruding details – they will require longer machine times, higher costs and can easily break off or cut handlers.
- Keep sufficient spacing between adjacent cut lines to prevent material weakening or breakage, especially for thin or fragile materials.

Fig. 3: Laser Cut Parts
Thread and Hole Design
Laser cutting is not limited to flat parts; it also plays a critical role in creating functional elements like threaded holes. However, threads and holes demand careful consideration to ensure precision, durability, and ease of assembly.
- Thread Sizing and Material Thickness: A fundamental rule of thumb is to design threads and holes proportionate to the material's thickness. For metal parts, the hole diameter should typically be 1.5 to 2 times the material's thickness to allow clean cuts without compromising the structure.
- Avoid Over-Small Threads: Threads smaller than the material's cutting kerf may result in inaccuracies or deformities. It’s better to use larger, more robust threads whenever possible to maintain strength and functionality.
- Chamfered Edges: For certain materials, chamfering the edges of threaded holes can help improve fitment and reduce wear during assembly.
Different materials require unique approaches:
- For steel or aluminum, ensure sufficient clearance for threading tools and consider post-processing like tapping for precise threads.
- If your material is plastic then use slightly oversized hole diameters to account for thermal expansion or material softening during the cutting process.
- Threads in wood should account for its natural grain, which can split or weaken under excessive stress.
Examples
Consider a steel bracket designed for assembly with machine screws. If the material is 3mm thick, the hole diameter should ideally be 4.5mm to 6mm, ensuring ease of threading without weakening the part. Similarly, for an acrylic enclosure requiring snug-fit screw joints, slightly oversized holes (by 0.2mm) can accommodate material variability and prevent cracking.
By incorporating these design principles, you can ensure that your laser-cut parts are not only aesthetically pleasing but also structurally sound, cost-effective, and fit for purpose. Thoughtful design preparation significantly enhances the quality and reliability of laser-cut products, paving the way for seamless assembly and optimal performance.
3. Material Selection
Material selection is a pivotal aspect of laser-cut part design, directly influencing the part's functionality, aesthetics, durability, and cost. The right material choice ensures the success of the project, while a poor choice can lead to compromised structural integrity or excessive expenses.
Choosing Appropriate Materials
When selecting materials for laser cutting, several key factors should guide your decision:
- Strength and Durability: Materials like stainless steel or aluminum are excellent for parts requiring high strength and resistance to wear. For less demanding applications, acrylic or plywood may be sufficient.
- Flexibility: If the design includes features that require bending or slight movement, consider materials like polycarbonate or thin metals, which offer flexibility without breaking.
- Thermal Properties: Laser cutting generates heat, which can affect certain materials. Metals generally dissipate heat well, reducing the risk of warping. Plastics like acrylic may soften or melt if the design doesn’t account for heat sensitivity.
- Aesthetic Requirements: For visible or decorative parts, the choice of material should reflect the desired visual appeal, such as polished metals, clear acrylic, or beautifully grained wood.
- Environmental Factors: Consider the operating environment of the part. Will it be exposed to moisture, UV rays, or chemicals? For instance, stainless steel or coated materials are better for outdoor use, while untreated wood is prone to warping in humid conditions.
Cost Considerations
Material costs vary widely, with metals like titanium being significantly more expensive than plywood or plastics. Custom materials or finishes add additional costs. Whenever possible, selecting readily available standard materials helps reduce expenses without sacrificing quality.
For quick reference, tools like Komacut’s materials table provide comprehensive information on material options, their properties, and pricing.
Standard Thicknesses
Using standard material thicknesses is one of the easiest ways to optimize the laser-cutting process. Laser cutters are calibrated for standard sizes, making these materials more cost-effective and readily available. Non-standard thicknesses, by contrast, often require special calibration or material sourcing, which can increase lead times and costs.
Benefits of Standard Thicknesses
- Cost Savings: Standard materials are often mass-produced, making them more affordable than custom thicknesses.
- Faster Turnaround: Readily available materials reduce waiting times for procurement and processing.
- Compatibility: Standard thicknesses ensure compatibility with existing parts, reducing the risk of misalignment or assembly issues.
Examples of Cost Efficiency
Suppose a designer opts for 3mm steel instead of a custom 3.2mm sheet. A custom thickness can require MOQs of dozens or hundreds of sheets, weeks instead of days, and significant price premiums much higher than normal.
By carefully selecting materials that align with your design’s functional and aesthetic requirements, and by using standard thicknesses wherever possible, you can achieve high-quality results while keeping costs and production times in check.
4. Understanding Tolerances
Tolerances are a fundamental aspect of laser-cut part design, ensuring the final product meets the intended specifications for fit, functionality, and performance. Without a clear understanding of tolerances, even the most well-designed parts may fail to assemble correctly or perform as intended.
Dimensional Tolerances
Dimensional tolerances refer to the allowable deviation in a part’s dimensions due to variations in the cutting process.
- For laser cutting, standard tolerances are typically around ±0.10mm, which is precise enough for most applications. This can vary somewhat depending on part thickness or size, but is a good rule of thumb.
- In case tighter tolerances are required for holes or mating features, secondary machining or machining can achieve
- However, in designs requiring extremely tight fits or intricate assemblies, even these small deviations can impact performance.
The importance of tolerances becomes evident in assembly scenarios. For example, if two interlocking parts are designed with no clearance or adjustment for tolerance, even a slight deviation could result in parts that fail to fit together. Conversely, parts with excessive tolerance can lead to loose, unstable assemblies.
| Laser Cutting | Material Thickness | Sheet Bending | ||||||
|---|---|---|---|---|---|---|---|---|
| Linear Tolerances: X.XX |
Hole Diameter Tolerances |
0.5 mm to 2.0 mm |
2.0 mm to 5.0 mm |
5.0 mm to 10.0 mm |
10.0 mm to 20.0 mm |
Angular | XYZ Tolerances |
|
| Standard Tolerances |
+/- 0.45 mm | +/- 0.12mm | +/- 0.05 | +/- 0.10 | +/- 0.25 | +/- 0.50 | +/- 1.0 degree | +/- 0.45 mm |
| High Precision Tolerances |
+/- 0.20mm | +/- 0.08mm | +/- 0.5 degree | +/- 0.20 mm | ||||
| MAXIMUM SHEET SIZE (mm) | ||||||
|---|---|---|---|---|---|---|
| Sheet Size | Q235 / Q345 (mm) | SAPH440 (mm) | SPCC (mm) | SGCC (mm) | ALUMINUM (mm) | STAINLESS STEEL (mm) |
| 1,500 X 3,000 | 1,500 X 3,000 | 1,260 X 2,500 | 1,250 X 2,500 | 1,250 X 2,500 | 1,220 X 2,440 | 1,220 X 2,440 |
Table 1: Sheet Metal Tolerances
Why Communicating Tolerances Matters
It’s crucial to specify tolerance requirements when communicating with laser-cutting vendors.
- Many vendors operate within standard tolerance ranges by default, but custom or critical projects may require tighter or looser tolerances.
- Providing clear instructions helps avoid production errors, ensures the design intent is met, and minimizes costly rework and makes sure the right production process is used.
- This is why creating DXF and PDF prints with clear tolerance call-outs is crucial for parts with special requirements.
For instance, if you’re designing a bracket with slots for bolts, specifying a ±0.05mm tolerance can ensure a snug fit, preventing wobble or misalignment during assembly. This would require secondary machining, and additional cost, that needs to be considered when quoting.
Thickness and Flatness Tolerances
Material thickness and flatness also significantly influence the laser-cutting process. Materials are rarely perfectly uniform; variations in thickness or flatness can affect cut quality and overall design functionality.
Material Variability
- Metals: Even high-quality metals like stainless steel or aluminum sheets may exhibit slight thickness inconsistencies, typically within ±10% of the nominal value.
- These variations can influence the depth and precision of cuts, especially for designs requiring tight clearances.
- Thickness tolerance is generally specified based on material thickness and type
- Usually, the tolerance is almost always negative – meaning you will get parts consistently thinner than the nominal value
- Plastics: Materials like acrylic or polycarbonate are more prone to warping due to thermal expansion during cutting, affecting their flatness and dimensional stability.
- Wood: Plywood and MDF often have natural inconsistencies due to their layered structure and the presence of knots or voids. These factors can lead to uneven cuts or compromised part strength.
Design Considerations for Tolerances
- Include extra clearance in tight-fit designs to account for thickness variability. For instance, if a design involves slots for a 3mm-thick tab, specifying a slot width of 3.2mm allows for slight material inconsistencies without compromising the assembly.
- Understand how the material’s flatness affects its behavior during laser cutting. A warped metal sheet may result in uneven cuts, requiring post-processing or rework.
Examples of Material Behavior
- Metal Sheets: A 1.5mm stainless steel sheet may exhibit slight bulging or warping after being laser cut due to internal stresses. These tolerances should be factored into designs requiring perfect flatness, such as precision brackets.
- Acrylic Panels: Thin acrylic sheets (e.g., 2mm) might flex or melt slightly during cutting if the laser power isn’t carefully calibrated, leading to variations in edge quality.
5. Cost Considerations
Effective cost management is crucial in laser-cutting projects. From material selection to design strategies, thoughtful decisions can significantly reduce expenses without sacrificing quality. Examine key cost considerations, including material costs, finishing expenses, processing time, and the impact of corner design on overall efficiency and aesthetics.
Material Costs
The material is often the most significant cost component of laser-cut parts. Careful planning can help minimize waste and optimize expenditures:
- Minimize Material Thickness: Selecting the thinnest material that meets the part’s structural and functional requirements reduces costs. For instance, using 1mm steel instead of 1.5mm can save on both material and processing time.
- Optimize Layout: Efficient nesting of parts on the material sheet minimizes offcuts and reduces waste. Using software tools to create tight, efficient layouts can lead to significant material savings.
- Creative Design Choices: Designing parts that can share edges or interlock during cutting can further reduce material usage. For example, tab-and-slot designs can minimize the need for extra material for fasteners.
Finishing Costs
Finishing processes, such as polishing, painting, or coating, add to the overall cost of laser-cut parts. Choosing the right material and finish can streamline the production process:
- Pre-Finished Materials: Materials like brushed stainless steel or anodized aluminum eliminate the need for additional finishing, saving time and money. While pre-finished materials may have a slightly higher upfront cost, they often reduce secondary labor.
- Finishing Implications: For example, powder coating can add durability and aesthetic appeal but increases cost and lead time. Evaluating whether finishing is necessary for the intended application helps control expenses.
Processing Costs
The time required to cut a part directly influences the processing cost. Simplifying designs can drastically reduce cutting time and associated expenses:
- Simplify Geometry: Avoid unnecessary complexity, such as intricate curves or excessive cutouts, which increase cutting time.
- Reduce Features: Minimize the number of holes, threads, and chamfers in the design. Each additional feature increases machine time and, consequently, cost. For example, a design with 50 small holes can be reworked to use larger slots or fewer perforations, cutting down on time-intensive precision cutting.
Corner Design
The design of part corners also plays a significant role in cost and quality. Sharp corners require the laser to pause and adjust, which increases cutting time and may result in imperfections. Adding a small radius can mitigate these issues:
- Radius for Speed: Incorporating a 0.5-1mm radius to sharp corners allows the laser to move continuously, reducing processing time. This seemingly minor adjustment can lead to noticeable cost savings, especially for parts with numerous corners.
- Improved Quality: Rounded corners reduce the likelihood of burrs or sharp edges, improving the part's overall finish and reducing the need for additional deburring processes.
- Safety and Aesthetics: Rounded edges enhance the safety of parts by removing sharp points and contribute to a more polished, professional appearance.
Real-World Applications
Consider a laser-cut aluminum enclosure. By using 2mm aluminum instead of 3mm, the material cost drops significantly. Opting for pre-anodized aluminum eliminates the need for post-processing, and a slight radius on all edges ensures faster cutting and a clean, finished look.
By strategically addressing these cost considerations, you can design parts that are not only functional and visually appealing but also economical to produce. Thoughtful material choices, simplified designs, and optimized geometries ensure high-quality results without inflating your budget.
Conclusion
Laser cutting is a powerful and precise technology that has revolutionized the way we approach part design and manufacturing. By applying the principles outlined in this article, you can elevate the quality and efficiency of your laser-cut projects. From selecting the right materials and understanding tolerances to optimizing your design for cost-effectiveness and speed, each consideration plays a crucial role in achieving the best possible results.
For more complex or large-scale projects, don't hesitate to consult professional laser-cutting services like Komacut. Our expertise in materials, processes, and technology can help bring your vision to life with the highest level of precision and efficiency.